Способ склеивания пленки 2
Можно соединить края полотнищ следующим образом: зажмите их между 2 гладкими полосками металла так, чтобы края пленки выступали из-под них приблизительно на 1 см, и оплавьте их пламенем спиртовки или паяльной лампы.
Для склеивания пленки можно также использовать ксилол и трихлорэтилен, прогретые до 70 — 75 °С. При температуре 30 °С пленочные полотнища можно склеивать 80%-ной уксусной кислотой
Если вы выбрали для соединения деталей пленки одно из вышеуказанных веществ, соблюдайте при работе с ними предельную осторожность
Склеивать пленку можно клеями БФ-2 или БФ-4, предварительно обработав соединяемые поверхности 25%-ным раствором хромового ангидрида. Для соединения полотнищ полиамидной пленки лучше всего подходит клей ПК-5. Полученный после склеивания шов обязательно прогладьте теплым утюгом, разогретым до температуры 50 — 60 °С.
Совсем недавно в продаже появился суперклей, который предназначен специально для полиэтиленовой пленки. Он дает очень прочное, водостойкое и эластичное соединение. К тому же он абсолютно не имеет запаха, а соединения получаются прозрачными и практически не заметными. С помощью одного флакона клея емкостью 50 мл можно склеить шов длиной 15 — 20 м.
Поскольку суперклей включает в свой состав применяемые в быту растворители, при работе с ним рекомендуется соблюдать те же меры предосторожности, что и при использовании бытовых химических веществ. При условии хранения в герметичной упаковке срок годности клея не ограничен. Если он высохнет, его достаточно разбавить ацетоном, чтобы восстановить его первоначальные свойства
Если он высохнет, его достаточно разбавить ацетоном, чтобы восстановить его первоначальные свойства.
Суперклей пригодится также и для ремонта готового пленочного покрытия. Способ его применения в данном случае заключается в следующем. Кисточкой или палочкой нанесите тонкий слой клея вокруг поврежденного участка с наружной стороны пленочного покрытия.
Дайте ему просохнуть в течение 2 часов. Затем вырежьте из пленки заплату требуемого размера, приложите ее к поврежденному месту и хорошо разгладьте. Суперклеем можно склеивать даже старую пленку. Однако следует знать, что производить ремонт пленочного покрытия лучше всего в солнечную погоду.
Если вы хотите сшить пленочные полотнища нитками, наложите их друг на друга внахлест. Стежки прокладывайте нечасто. Для повышения прочности шва сделайте бумажную прокладку. Этот способ соединения пленочных полотен чаще всего применяется в том случае, если нужно наложить заплату на пленочное покрытие до его натягивания на каркас или при разрыве уже натянутой пленки. Небольшое повреждение пленки можно заклеить липкой лентой.
С этой проблемой часто сталкиваются владельцы дачных участков, теплиц, домашние мастера, и даже автовладельцы. После неудач люди начинают искать информацию по теме. Можно ли вообще, склеить полиэтилен? В статье вы найдете ответ на этот вопрос.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Виды пайки труб из полипропилена
DVS описывает два вида спаивания полипропиленовых труб:
- Тип «А» – в этом случае трубы перед диффузным соединением механически не обрабатываются. Возможная эллипсоидность внутреннего диаметра трубы не играет большой роли, поскольку труба надвигается на разогретую насадку и благодаря эластичности материала при этом исчезает. Этот тип применяется в России повсеместно практически в ста процентах случаев;
- Тип «В» – с помощью специального приспособления – калибратора – производят обязательную калибровку трубы, при этом труба входит в фитинг более глубоко и с меньшим усилием.
Очистка соединяемых поверхностей
Согласно DVS поверхность полипропиленовой трубы в месте сварки очищают скребком, а затем протирают раствором, содержащим технический спирт. Производится обезжиривание соответствующими составами. Обработка скребком необходима для удаления слоя окисленного полипропилена.
Снятие фаски
Согласно нормам DVS c кромки трубы нужно снять наружную фаску (угол 15˚, глубина от 2 до 3 миллиметров. Если соединяются трубы небольших диаметров этим требованием можно пренебречь.
Нанесение на трубу метки
На поверхности трубы наносят метку на расстоянии соответствующем размеру глубины фитинга (расстояние до упора). В последующем эту метку используют для визуального контроля вдвигая трубу в фитинг.
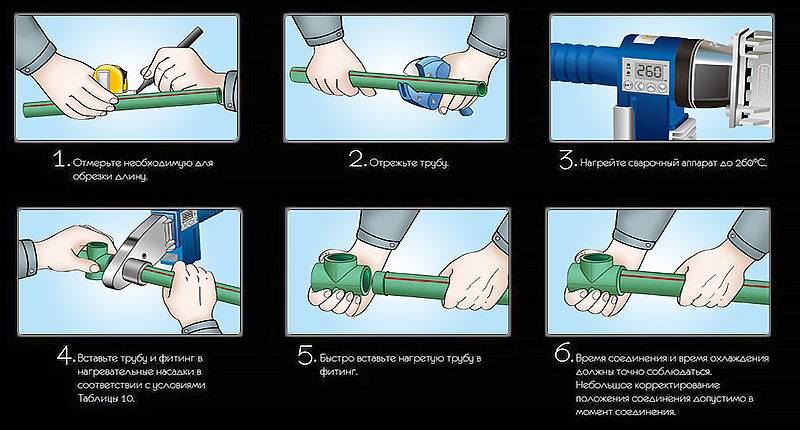
После выполнения подготовки проводят поэтапно процесс пайки полипропиленовых труб.
Увидеть, как это происходит можно в видеоролике.
Сколько стоит сварочный инвертор
Купить прибор для сварки полипропиленовых труб или набор с насадками можно практически в любом городе, расценки будут зависеть от типа устройства и количества насадок. К примеру, сварочный инвертор «Кобра» российского производства обойдется примерно в 3000 рублей, а пистолет для полипропиленовых труб Dytron SP-4a (Чехия) – 5000 рублей.





![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zhaluzihouse.ru/wp-content/uploads/8/e/7/8e7397e9b624163e7fdc9f0f7dcbd3c8.jpeg)
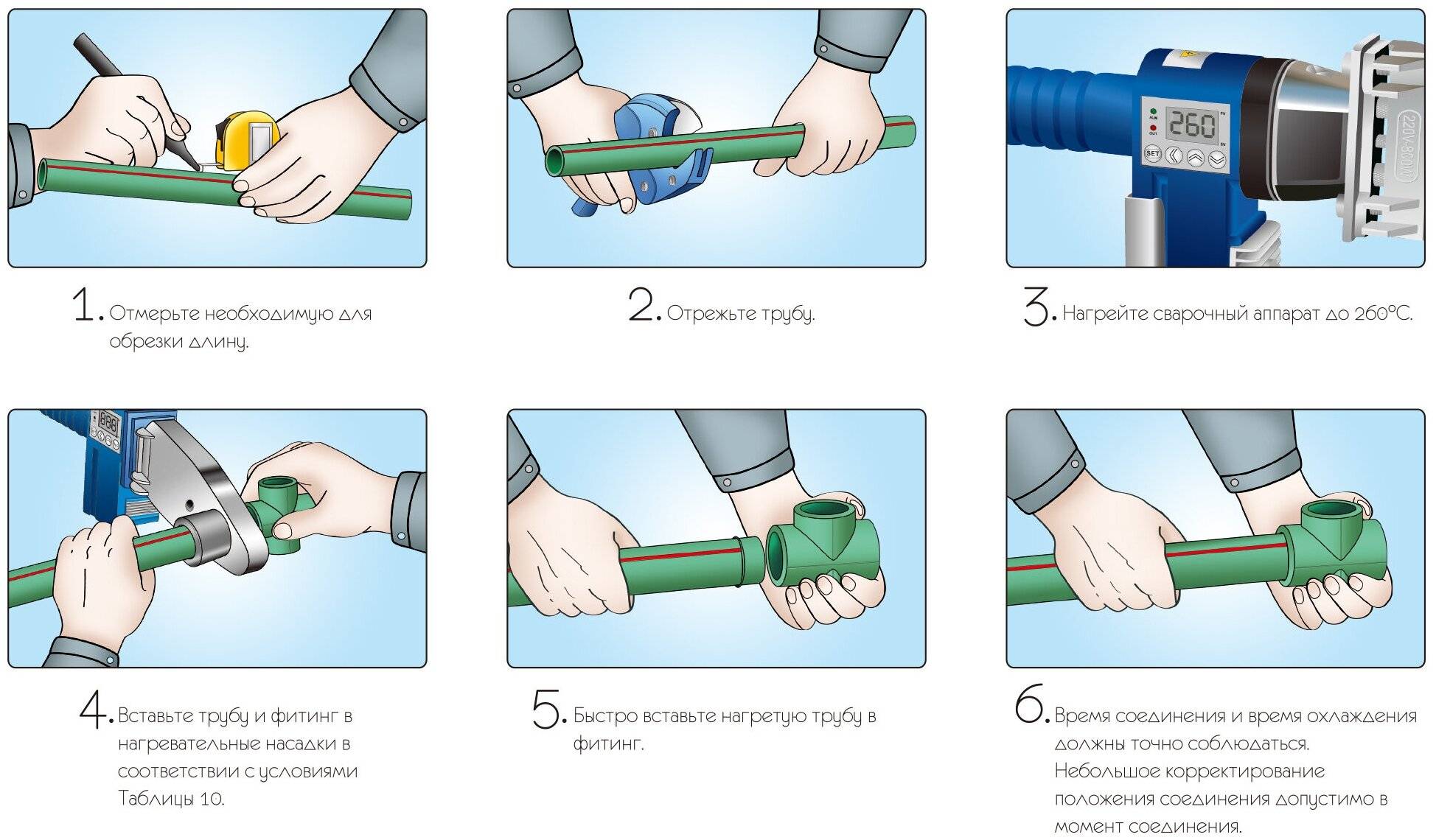


Фото – набор для сварки с насадками
Предлагаем рассмотреть, какова цена на сварочный утюг Candan СМ–03 (Турция) для полипропиленовых труб:
| Город | Стоимость, рубли |
| Барнаул | 2700 |
| Екатеринбург | 2700 |
| Уфа | 2800 |
| Москва | 3000 |
| Воронеж | 2800 |
| Санкт-Петербург | 3000 |
| Челябинск | 2800 |
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления
Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.










 Ошибки при пайке
Ошибки при пайке
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Способы соединения

Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Свариваемые враструб детали нельзя соединить друг с другом в холодном состоянии.
Как сделать парник своими руками: для рассады, огурцов, помидоров, перцев и др. растений. Из поликарбоната, оконных рам, пластиковых труб (75 Фото & Видео) +Отзывы
Осуществление пайки
Сваривание полипропиленовых трубили, как ещё именуют данный процесс, пайка – это наиболее рациональный и надёжный метод их соединения своими руками. Наряду с этим кроме этого употребляется множество разнообразных фитингов для труб для обустройства качественного и эргономичного трубопровода.
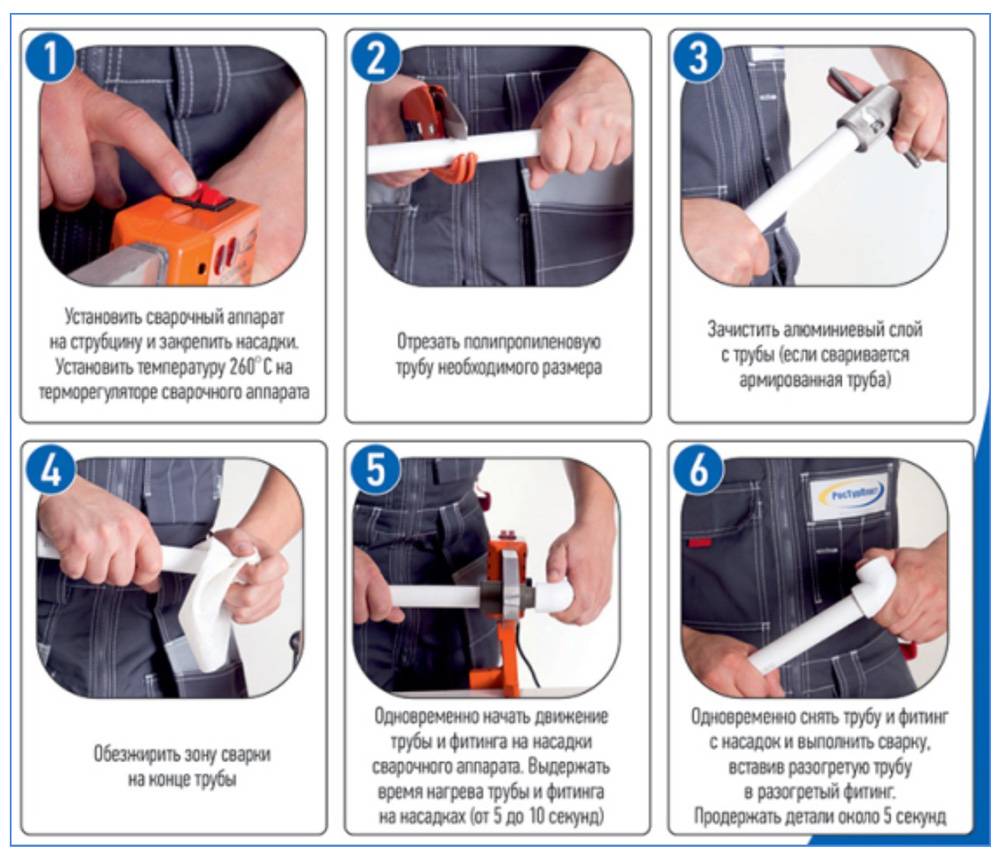
Инструкция по сварке полипропиленовых труб имеет несколько последовательных этапов, каковые мы шепетильно разберём.
Этап 1-ый: подготовка инструментов

| Инструмент | Назначение |
| Паяльник | Создаёт нужную для плавления полипропилена температуру |
| Особые насадки | Разрешают осуществить нагрев изделий в нужных местах |
| Резак | Реализует порезку труб на необходимые отрезки |
| Маркер | Причиняет нужную разметку |
| Рулетка | Создаёт необходимые замеры |
| Шейвер | Удаляет слой армирования |

Этап 2-й: выбор труб и фитингов

При выборе компонентов трубопровода направляться учитывать то, что изделия не должны входить приятель в приятеля в холодном состоянии. Другими словами, толщина трубы обязана быть больше внутренний диаметр фитинга. Как раз за счёт этого гарантируется прочность и герметичность соединения.
При таких условиях появляется резонный вопрос: возможно ли сваривать полипропиленовые трубы различных производителей? Вот тут-то и может проявиться нестыковка отдельных элементов, которая может очень плохо отразиться на качестве всей будущей системы. Исходя из этого однако рекомендуется применять продукцию одного изготовителя и, нужно, проверенного.
Вся цена сварки полипропиленовых труб при собственноручном выполнении, по сути, и содержится в совокупности затрат на вышеописанные материалы.
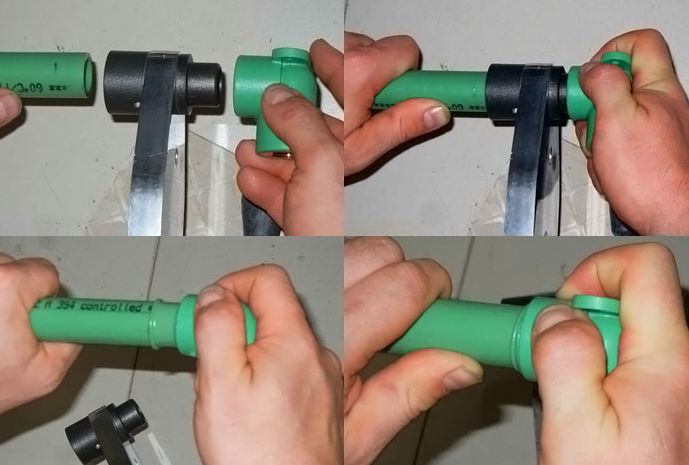
Этап 3-ий: разметка и порезка
Кроме того столь несложный процесс имеет несколько своих нюансов:
- Наносим отметку в соответствии с размеру нужного нам отрезка, добавив несколько лишних миллиметров, каковые оплавятся в ходе сварки.
- Подносим особые ножницы строго перпендикулярно к изделию.
- Режем одним плавным, но наряду с этим жёстким движением руки.
Этап 4-й: сборка сварочного аппарата

- Сам паяльник ставим ножками на ровную и жёсткую поверхность.
- При помощи шестигранного ключа с одной стороны агрегата в особом пазе фиксируем железную покрытую тефлоновым покрытием муфту, которая будет осуществлять нагрев труб.
- Иначе аналогично крепим дорн, предназначенный для разогрева фитинга.

Этап 5-й: подготовка компонентов
На этом этапе направляться выполнить четыре ответственных шага:
Откладываем от края трубы расстояние равное глубине фитинга, добавляем несколько миллиметров и отмечаем это место маркером либо карандашом. Как раз до данной отметки направляться погружать изделие, не глубже, дабы избежать вероятного уменьшения сечения.

- Снимаем ножом фаску. Именно поэтому оплавленный край точно не задерётся на входе.
- В случае если употребляются армированные изделия, то посредством шейвера снимаем верхний слой полипропилена и фольгу. Любопытно, что в случае если вместо фольги при изготовлении было использовано стекловолокно, то возможно сходу приступать к пайке.

Этап 6-й: плавление компонентов

Какая нужна температура для сварки полипропиленовых труб своими руками? Для ответа на данный вопрос давайте рассмотрим, как воздействует процесс нагревания на данный материал:
| Нагрев | Последствия |
| 95 оС | Отсутствуют |
| 140 оС | Происходит утрата прочности, начинает изменяться форма |
| 260 оС | Переход в жидкое агрегатное состояние |
Следовательно,температура сварки полипропиленовых труб образовывает 260 градусов Цельсия. Как раз её и устанавливаем на паяльнике.
В момент, в то время, когда прибор разогреется до нужного уровня, лампочка-индикатор погаснет, что послужит знаком к предстоящим действиям:
- Надеваем фитинг на дорн.
- В муфту вставляем отрезок трубы.
| Номинальный наружный диаметр, мм | Время оплавления, сек | Большая технологическая пауза, сек | Время охлаждения, сек |
| 16 | 5 | 4 | 120 |
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 240 |
| 40 | 12 | 6 | 240 |
| 50 | 18 | 6 | 240 |
| 63 | 24 | 8 | 360 |
| 75 | 30 | 8 | 360 |
| 90 | 40 | 8 | 360 |
| 110 | 50 | 10 | 480 |
Этап 8-й: осуществление соединения

Потом технология сварки полипропиленовых труб выглядит так:
- По окончании нужного для плавления времени снимаем изделия с насадок.
- Вставляем трубу в фитинг строго по оси до поставленной ранее отметки.
Комбинированные муфты
Если с цанговым соединением для ПНД трубы все ясно, то комбинированные муфты (фитинги) для полипропиленовых труб разнообразны. Давайте вкратце их рассмотрим:
- Муфта с внутренней резьбой служит для соединения трубопровода с другого типа трубой или приборами, имеющими наружную резьбу. Состоит она из полипропиленовой заготовки с впрессованной внутрь металлической муфтой, на которой внутри нарезана резьба.
- Муфта с наружной резьбой выполняет те же функции, что и рассмотренная выше. Отличается лишь тем, что в полипропиленовую заготовку впрессована втулка из металла с наружной резьбой.
- Муфта с внутренней резьбой под ключ состоит из полипропиленовой заготовки, в которую впрессована металлическая втулка, выступающая за край полипропилена металлическими гранями. Грани рассчитаны под рожковый ключ. Внутри грани нарезана резьба. Такую втулку удобно накручивать ключом на другую резьбу. Также есть модели муфт с гранями под ключ.
- Муфта с наружной резьбой под ключ – то же самое, что и муфта, описанная в 3 пункте, только имеет наружную резьбу.
- Разъемная муфта с внутренней резьбой состоит из двух металлических частей под рожковый ключ. Причем одна металлическая часть соединена с полипропиленовой заготовкой. Такие муфты устанавливаются в местах, где потребуется разъединять трубопровод или снимать приборы. Другое название этой муфты – американка. Раскручивается она двумя ключами.
- Разъемная муфта с наружной резьбой похожа на предыдущий вид американки. Отличие лишь в наружной резьбе вместо внутренней.
- Муфта с накидной гайкой состоит из полипропиленовой заготовки, в которую впрессован штуцер с накидной гайкой под ключ. Устанавливается так же, как и американка: в местах необходимого разъема трубопровода.
Такими вот комбинированными муфтами, припаянными к полипропиленовой трубе легко подсоединиться к ПНД трубе, на которой есть цанга с подобной резьбой.
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Какая нужна температура нагрева?
Для получения прочного соединения важно определить точную температуру нагрева. При её отклонении в ту или другую сторону существует риск повреждения пластика в процессе эксплуатации и появления протечек. При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным
При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично
При низкой температуре пластик расплавится недостаточно, и крепление получится непрочным. При её избытке он излишне деформируется, и из-за образования наплывов диаметр отверстия уменьшится. Да и вставить перегретую и слишком размягченную трубу в фитинг будет проблематично.






![[инструкция] пайка полипропиленовых труб | видео](https://zhaluzihouse.ru/wp-content/uploads/4/5/e/45ecac75af2927b6f882e1a969417737.jpeg)

Температура нагревательного элемента задается механическим (биметаллическим) или электронным термостатом. Если для работы с полиэтиленом требуется температурный режим в пределах 220°С (±5), то полипропилен сваривают при более высокой температуре 260°С. Специалисты советуют при приобретении сварочного аппарата сразу же выставить нужную температуру и в дальнейшем её уже больше не менять. На старых «паяльниках» она не регулируется вовсе, но такие аппараты вполне пригодны для использования.
Время нагревания труб зависит от их диаметра. Соблюдать его необходимо точно:
- 20 мм: нагревание производится не более 6 секунд;
- 25 мм: для спайки достаточно 7 секунд;
- 32 мм: время обработки 8 секунд;
- 40 мм: нагрев 12 секунд.
Современные аппараты для сварки полипропилена оборудованы системой светового или звукового оповещения. Достаточно лишь задать нужную температуру и время.
Следует обращать внимание и на температуру окружающего воздуха. В холодных помещениях время нагрева паяльника увеличивают на 2-3 секунды. Хотя подбирать это время лучше опытным путем
При температуре воздуха ниже +5°С время нагрева увеличивается на 50%
Хотя подбирать это время лучше опытным путем. При температуре воздуха ниже +5°С время нагрева увеличивается на 50%.
Хитрости пайки пластиковых труб
Как не запаять пластиковую трубу — легко! Просто нужно использовать маркер для того, чтобы заранее размечать глубину входа трубы в фитинг.
Как спаять соединение в нужную сторону. Опять же, стоит воспользоваться маркером, чтобы сразу отметить в какую сторону должен смотреть отвод, тройник и т. д.
Из трубы идёт вода, как паять? Ничего проще нет, нужно воспользоваться бумажной салфеткой, куском туалетной бумаги или даже мякишем черного хлеба
Важно использовать такие средства, которые после спаивания хорошо растворятся в воде, и полностью выйдут из трубы. Просто заткните салфеткой трубу и продолжайте смело паять.
Как быстро очистить насадки паяльника? На поверхности насадок нанесено тефлоновое покрытие, поэтому прилипший от труб пластик нельзя отдирать ножом, гвоздем или наждачной бумагой
Просто установите насадки на подошву паяльника, а затем включите его в сеть, выставив максимальную температуру разогрева. Нужно подождать некоторое время пока пластик сам полностью выгорит.
Как сменить насадки прямо на горячем паяльнике? Используйте сантехнический ключ и шестигранник для того, чтобы быстро сменить насадки на разогретом паяльнике.