Технология сварки
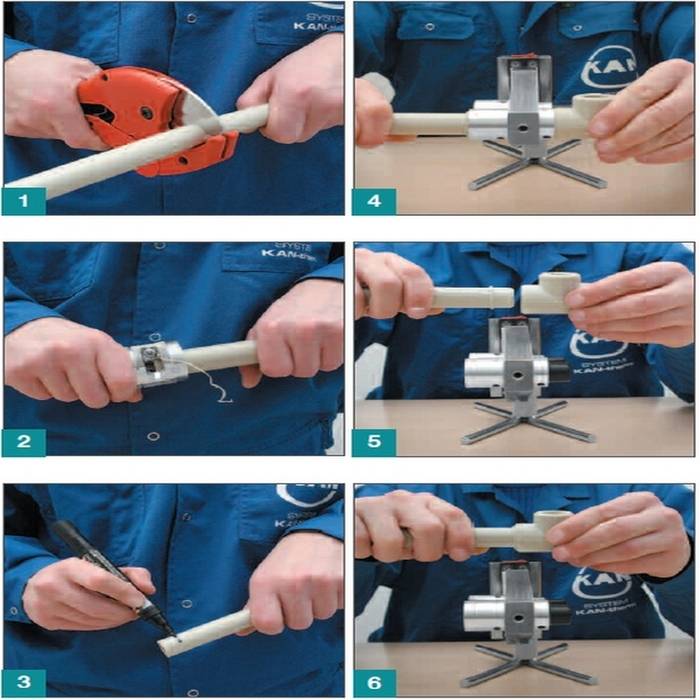
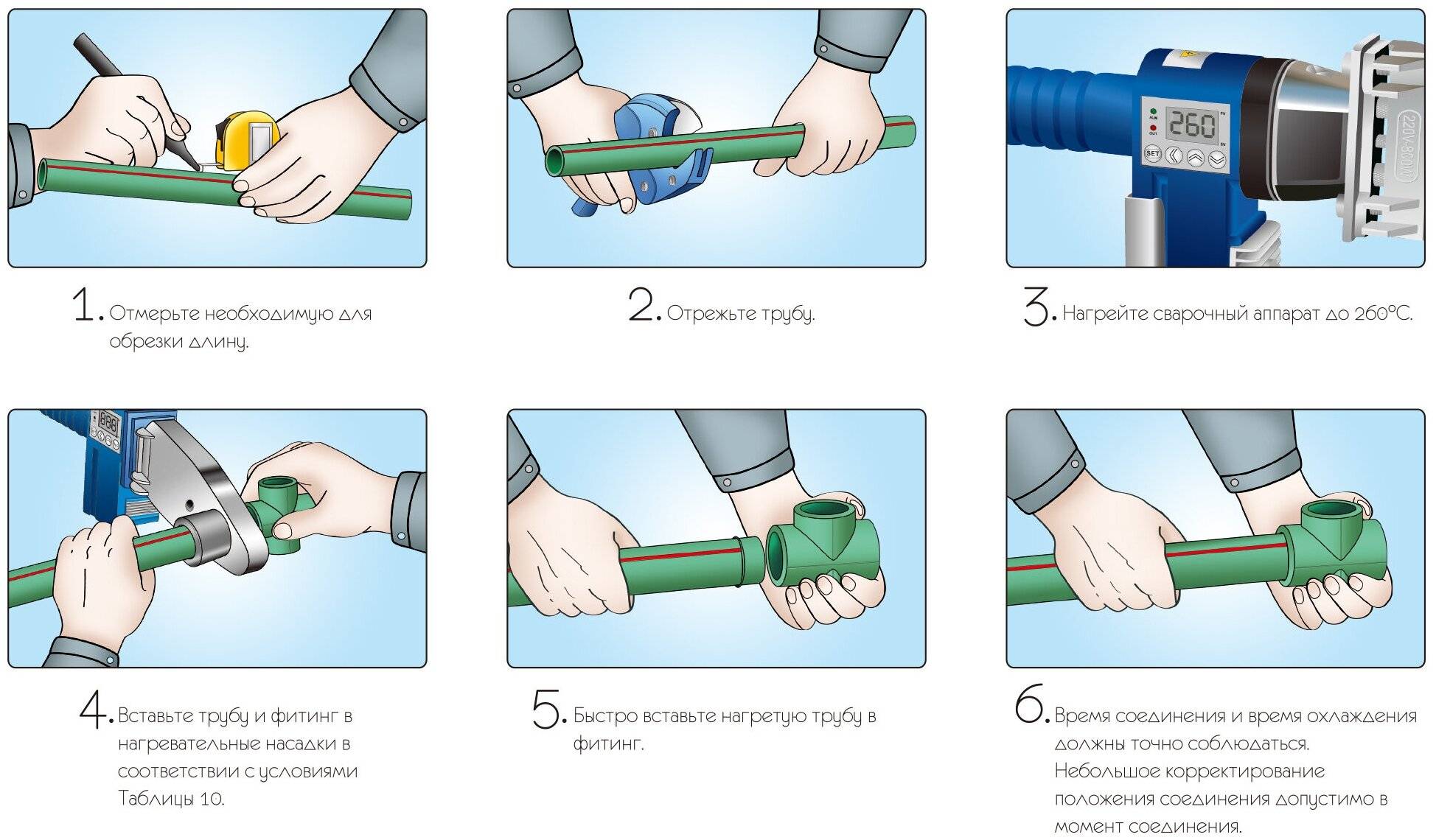
Параметры сварки, такие как температура, нагрев, время удержания и охлаждения, должны строго соблюдаться. Сварочное оборудование и его площадь должны быть защищены от влаги и грязи. Общие этапы сварочных работ:
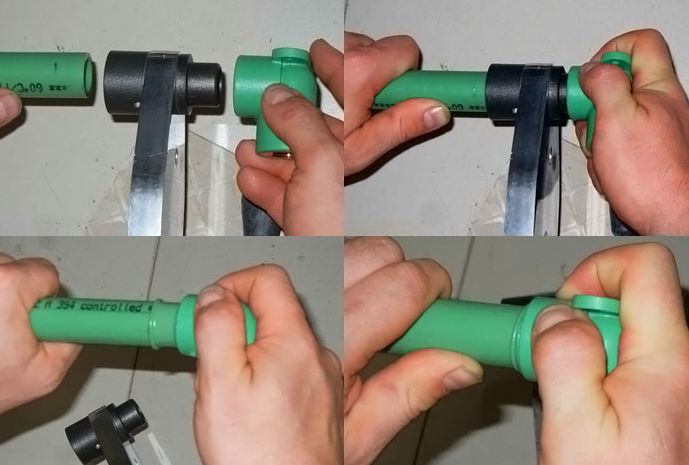
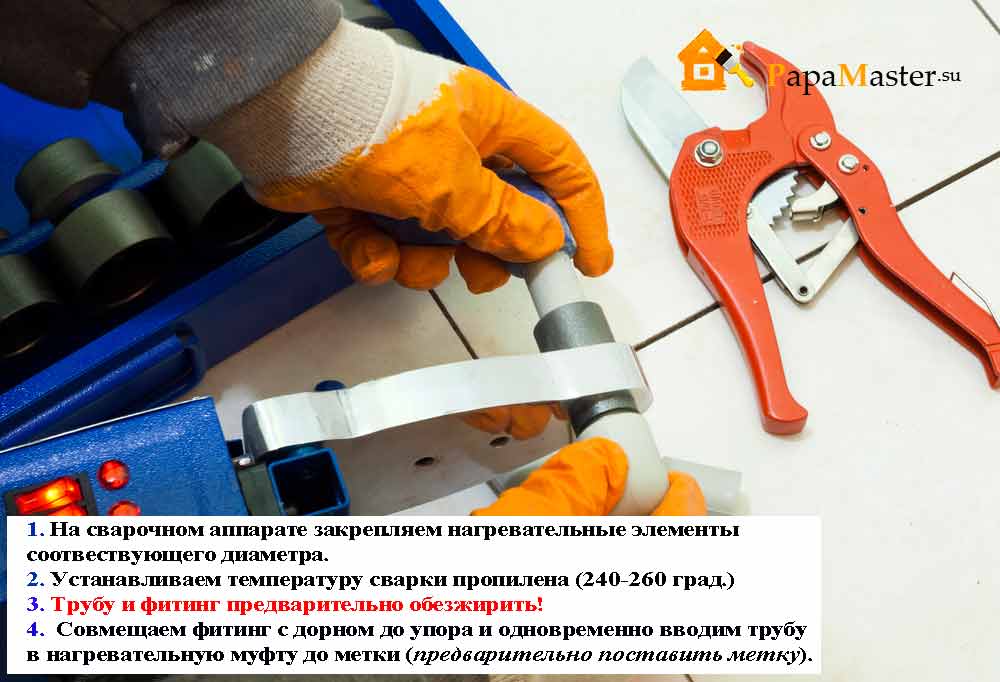
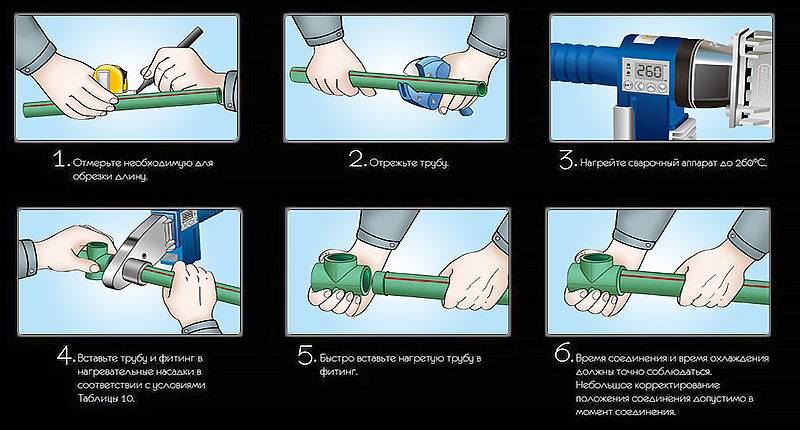
- Отмерить трубу, приспособлением обозначить на ней глубину проникновения втулки и фитинга. Знак должен оставаться видимым при нагревании и соединении.
- При использовании сварочного аппарата его настройку необходимо проверить перед началом работы.
- Установить температуру сварки на нагревательном элементе по таблице нагрева полипропиленовых труб.
- Разделение трубки осуществляется с помощью обычных инструментов в пластиковых трубопроводах.
- Трубы должны быть разделены под прямым углом и, если необходимо, зачищены внутри.
- Трубы под Ду 20 не нуждаются в механической обработке, трубы большего диаметра должны быть подготовлены для безупречного сварного шва, скосив конец трубы. С другой стороны, механическая обработка абсолютно необходима из наружного диаметра трубы более 50 мм.
- Вставить трубу и фитинг в нагревательные инструменты. Время прогрева начинается, когда труба и формованная деталь полностью помещены в нагревательную втулку.
- После прогрева медленно снимите формованную деталь и трубку с нагревательных инструментов, откиньте нагревательный элемент и немедленно соедините трубку и формуемую деталь, пока она не достигнет отметки (которая должна оставаться снаружи). В течение времени соединения сваренная часть трубы и фитинга должна оставаться неподвижной, без какого-либо вращения и повременить с другими процедурами монтажа.
- Проверить качество сварки. Наружный плавкий шов должен равномерно располагаться присутствовать вокруг трубы.
- До начала испытания под давлением все сварные швы должны быть полностью охлаждены. Как правило, необходимо наблюдать период ожидания, по крайней мере, одного часа после завершения последнего сварочного процесса.
Наиболее частыми дефектами сварных соединений являются дефекты, вызванные из-за недостаточного соединения:
- несоблюдение времени разогрева, соединения и удержания;
- нарушение технологических температур сварки (слишком высокий или слишком низкий);
- загрязнение поверхности свариваемых деталей;
- неправильное соединение материалов;
- остатки материала на нагревательном элементе.
Оборудование и инструменты для сварки пластиковых труб
Сварка пластмассовых изделий не требует высокой температуры нагрева и только для соединения деталей большого диаметра необходима громоздкая машина для сварки. В бытовых условиях используется ручной нагревательный элемент с двусторонними насадками разного диаметра устроенный по принципу утюга для сварки. Он нагревается тенами и имеет регулятор с термоэлементом и автоматическим отключением при достижении заданной температуры, что позволяет паять заготовки, частично расплавляя поверхность труб. При остывании сваренных участков приобретается монолитная целостность трубопровода с высокими эксплуатационными характеристиками.
Такая сварка пластиковых труб своими руками требует определённых навыков и обработки торцов соединяемых заготовок с целью получения качественного шва.
Для работы с полипропиленовыми изделиями необходимо подготовить следующее оборудование и материалы:
- ручной нагревательный прибор с индикацией включения и заданного температурного режима, снабжённый площадкой для установки на горизонтальную поверхность;
- насадки с тефлоновым покрытием диаметром от 20 мм до 40 мм с крепёжными болтами;
- ножницы-труборезы со специальной заточкой для ровной обрезки кромок;
- ключ шестигранник для крепления насадок;
- рулетка, уровень и фломастер для разметки;
- растворитель, ветошь, наждачная бумага и нож для обезжиривания и зачистки кромок;
- материалы и комплектующие.
Мощность подобных паяльников для сварки колеблется от 850 до 1800 Вт и зависит от производителя, при этом температура нагрева регулируется от 50оС до 360оС и автоматически поддерживается на заданном уровне. Обычно такие приборы комплектуются удобным кейсом для переноски, и имеют две ступени мощности подогрева. Кроме того, на нагревательном элементе имеется два отверстия для крепления, которые позволяют работать с двумя насадками одновременно, а степень их нагрева несколько отличается. Все работы необходимо проводить в перчатках потому, что горячий пластик и утюг при контакте может привести к серьёзным ожогам.
Очень важно содержать насадки в чистоте и убедиться в целостности тефлонового покрытия, чтобы избежать залипания и порчи заготовок при разогреве.
Времена меняются, меняются и технологии
Многие годы самым распространенным материалом, который применялся для организации систем водоснабжения и отопления, служили стальные изделия. Однако, такие отрицательные качества, как низкая коррозионная стойкость, способность к зарастанию, высокая стоимость и сложность монтажа, привели к необходимости найти альтернативные материалы для изготовления труб. Создание полимеров открыло новую эру в трубном производстве. К тому же, сварка полипропиленовых труб выполненная своими руками возможна без особых профессиональных навыков и громоздкого оборудования. Однако следует придерживаться определенных правил при выборе сварочного аппарата для сварки ПВХ-труб, но об этом немного позже.
 Самостоятельная сварка полипропиленовых тизделий
Самостоятельная сварка полипропиленовых тизделий
Однако, перед походом в строительный супермаркет или на рынок стоит разобраться, а какие же варианты предлагает нам сегодня широкий ассортимент пластиковых труб? Для начала стоит сказать, что «пластиковыми» называют все трубы, изготовленные из полимеров, а подразделяются они следующим образом: изделия из поливинилхлорида (ПВХ), полипропилена, полиэтилена, в том числе сшитого, металлопластиковые.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре
Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко
Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно
Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
Оборудование для сварки

Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата — “утюг” — объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка — объемы работ и скорость

Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
![[инструкция] пайка полипропиленовых труб | видео](https://zhaluzihouse.ru/wp-content/uploads/a/3/a/a3aee0372b62e9b2532cc5ad3c3ac838.jpeg)






При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку

Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +Отзывы
Мощность и ценовая политика паяльников
Инструкция инструментов содержит обязательные требования к правилам эксплуатации прибора. Самое главное из них – это возможность работать от электрического питания.
Стоит отметить, что различные типы диаметров имеют список требований относительно мощности для сварки труб. Итак, вот основные рекомендации:
- Для труб, диаметром до 4, 9 см, необходима мощность 680 вт;
- Если работы выполняются относительно труб 4,9-7,5 см, то величина не должна быть меньше, чем 850 ВТ;
- Для изделий 12, 5 см – мощность должна быть не ниже 1200 вольт;
- Нужно учитывать, что спектр цен велик. На сегодняшний день профессиональное оборудование для сварки пвх труб можно приобрести по варьируемой стоимости от 200 долларов, в то время, как самый элементарный вариант есть возможность приобрести и за 1200 рублей.
- Ценовая политика отталкивается и от марки производителя. Стоит учесть, что большое количество товаров на отечественном рынке из Китая.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Требования к изделиям из полипропилена
При сварке частей трубопровода необходимо уделять внимание тем частям, для которых важно их расположение – уголки, шаровые краны и тройники. Внешний вид конструкций из полипропиленовых труб должен подходить под следующие требования:
Внешний вид конструкций из полипропиленовых труб должен подходить под следующие требования:
- Внешняя сторона фитинга, приваренного к трубе, должна быть свободна от трещин, складок и дефектов, вызванных перегревом.
- Соосность труб не должна нарушаться на размер, больший толщины стенки
- Возле края раструба фитинга должен располагаться сплошной ровный валик из оплавленного материала.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.
При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.
Водопроводная разводка
Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1. Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2. Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.
Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, «теплого пола», канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления — 1,6 МПа. Для горячего водоснабжения и отопления — PN 20 с номинальным давлением 2 МПа. Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера — 20, 25, 32, 40 мм.
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.






Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями — стальными узлами, кранами, фильтрами, смесителями, счетчиками — полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
Теория пластиковой сварки
В принципе, при сварке PPR пластмасс комбинация пластифицированных слоёв изделия по соединению происходит путём приложения давления для формирования соединения материала. Процессы, происходящие во время пайки:
- адсорбция;
- диффузия;
- вязкоупругость и ползучесть.
Основные факторы, влияющие на паяние:
- температура сварки;
- сила сварки;
- время сварки.
Все три размера характерны для любого свариваемого термопластика и должны находиться в строго определённых допускаемых диапазонах. Даже если только один из этих трёх факторов выйдет за пределы этих допусков, качество сварного шва не может быть гарантировано.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
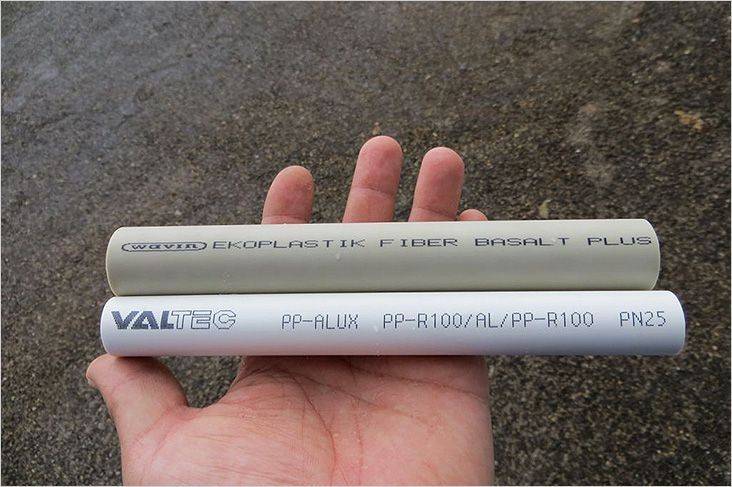
Маркировка труб
В маркировке закодирована система технических характеристик изделия:
- Первый блок символов в буквенном формате определяет название предприятия, которое изготовило продукцию.
- Второй буквенный блок обозначает материал, используемый для изготовления изделия.
- Третий блок символов в цифровом формате определяет номинальное рабочее давление изделия.
- Четвертый блок указывает значения диаметра и толщину стенки трубы в мм. Этот показатель обозначается несколькими числами. Сначала идет показатель диаметра, затем – толщины стенки.
- Пятый блок символов обозначает класс эксплуатации изделия согласно ГОСТу. Последним параметром в коде идет максимальное рабочее давление.
Некоторые производители дополнительно отражают в маркировке изделия дату выпуска, номер партии и наличие сертификата. Эти данные содержат до 15 цифр.
Однослойных
PPH – является гомополимером.Отличается особой твердостью.
Применяется для устройства холодного, горячего водоснабжения, вентиляции и производственных трубопроводов.
PPB – является блоксополимером. Отличается гибкостью и морозоустойчивостью.
Применяется для устройства холодного водоснабжения и теплого пола.
PPR – является статическим сополимером. Отличается плотностью и хорошими звукоизолирующими параметрами.
Применяется для холодного, горячего водоснабжения и обустройства отопления в частных домах.
PPS – является специальным полимером.
Армированных
PPR-AL-PPR – армируется алюминиевой фольгой
PP-RCT-AL-PPR – армирование усовершенствованной алюминиевой фольгой и полимером снаружи.
PPR-FB-PPR – армируется изнутри стекловолокном.
PPR-FB-PPR, PPR/PPR-GF/PPR – армирование модифицировано композитным материалом.
PP-RCT + BF – имеет базальтовый слой.
Класс эксплуатации
1 класс – используется для горячего водоснабжения (ГВС) при максимальной температуре 60 градусов Цельсия.
2 класс – ГВС при температуре 70 градусов.
3 класс – теплый пол (ТП) при температуре 60 градусов.
4 класс – ТП и система отопления (СО) при температуре до 70 градусов.
5 класс – СО при температуре до 90 градусов.
ХВ – для холодного водоснабжения.
Пример маркировки полипропиленовой трубы

На что обратить внимание, планируя разводку труб в квартире или доме

Процесс сваривания полипропиленовой трубы
Самостоятельная сварка трубных элементов для водопровода и отопления будет успешной, если заблаговременно совершить следующие действия:
- выбрать материалы трубопроводов и способы их соединения
- подобрать оборудование для сварки PP-труб
- определить сложные участки и принять решение, возможен ли самостоятельный монтаж труб в этих местах
При возникновении сомнений можно проконсультироваться со специалистами
Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению









![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://zhaluzihouse.ru/wp-content/uploads/d/7/a/d7a1268af8d7b41539e4500bb8a56d66.webp)
Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео
8.5 Общий балл
Пайка полипропиленовых труб
Удобство монтажа
9.5
Надежность соединения
9
Простота монтажа и пайки
8.5
Экономия средств
7
Рейтинг пользователей: Be the first one!